-
溶接側

今回は、チタン(Ti)とステンレス(SUS304)の異種金属溶接を試みました。まずは溶接部の外観を確認すると、表面が不均一でビードが広く波も乱れていることが分かります。板厚は1mmと薄く、難しい溶接となりました。
-
裏側
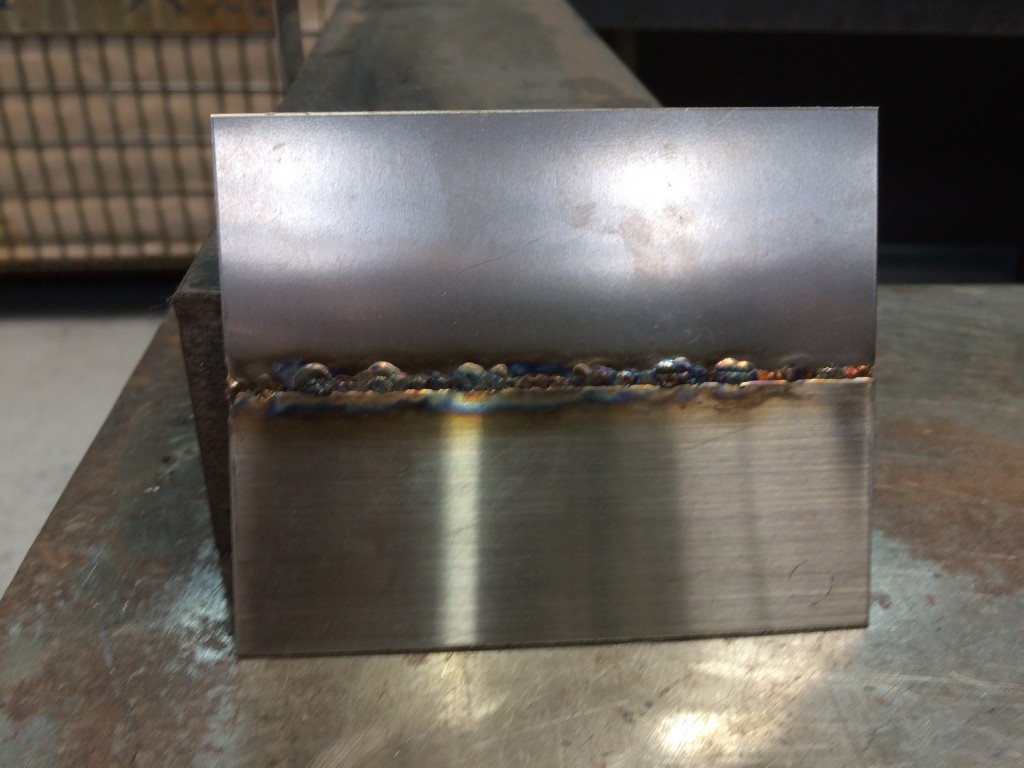
今回は、Ti一種とSUS304の異種金属をTIG溶接してみました。まずは表面を見ると、板厚1mmなのにビードが広く、波も均一ではありませんでした。裏波もまだイマイチでしたが、強度はある程度確保できました。
ただ、板厚に対して、溶接棒が太かったため、次回は更に強度を上げつつ、綺麗なビードを目指して溶接していきます。このように、溶接は経験や知識が必要であり、何度も試行錯誤を繰り返しながら、技術の向上を目指す必要があります。
異種金属を溶接する場合には、それぞれの金属の特性や溶接方法を考慮する必要があります。今回のように、Ti一種とSUS304のように相性の悪い金属同士を溶接する場合には、特に注意が必要です。

当サイトでは、新しい記事が投稿された際に更新情報をメールでお知らせしています。無料でご登録いただけますので、ご希望の方は以下のフォームからメールアドレスをご登録ください。登録解除も可能ですので、ご不要になった場合はいつでも解除していただけます。
※ご登録いただいたメールアドレスは、当サイト以外の目的では使用いたしません。
関連タグ: