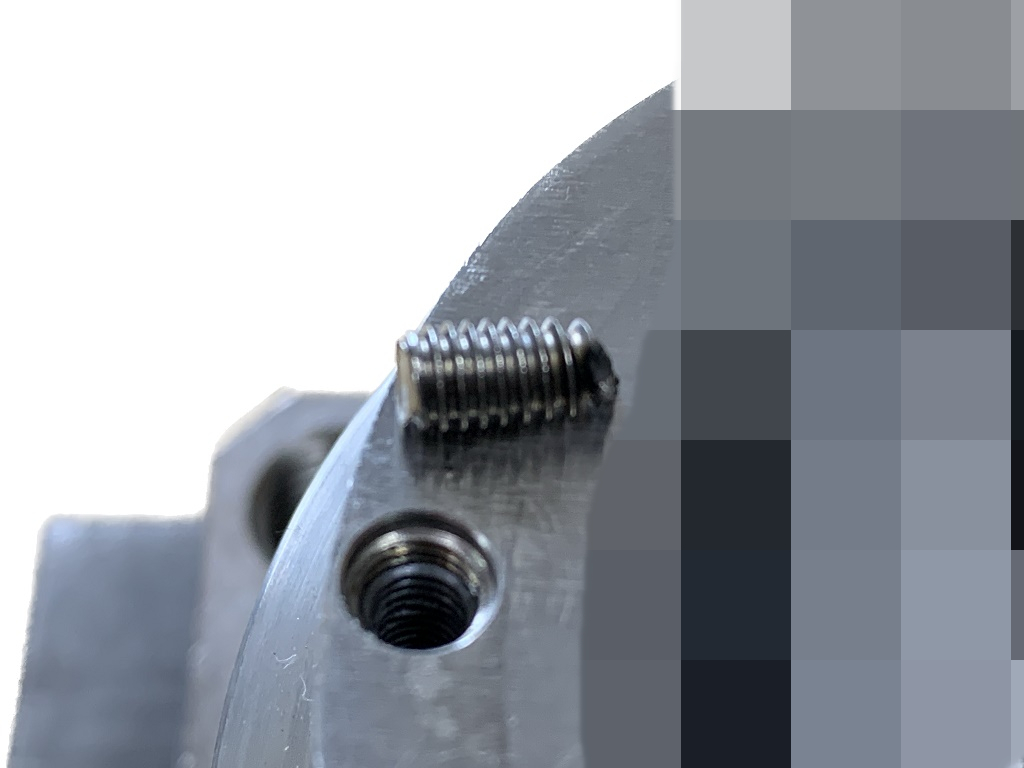
タングステンの研磨角度

タングステン電極の研磨角度がアークに与える影響について、実験結果を交えて解説します。実験では、左から16度、30度、45度、60度の4種類の研磨角度を試しました。一般的には、タングステンの研磨角度は鈍角がアークが集中し溶け込みが深いと言われていますが、弊社では、アークスタートの再現性にこだわっており、常にスタートが安定することを重視しています。特に、鈍角の場合は低電流でのアークスタートが苦手な傾向があるため、弊社では理想と合っていないと判断しています。本記事では、私たちが行ったテストの結果を含め、タングステン電極の研磨角度について、より詳しく解説していきます。タングステン電極を使用する際には、適切な研磨角度の選び方が非常に重要です。
テスト動画
タングステン電極の研磨角度16度、30度、45度、60度の順でテストを行いました。その結果、低電流でのアークスタートに関しては、鋭角の方が安定していることがわかりました。ただし、50A以上になると鈍角でもスタートは安定してくるため、その場合は溶け込みも深くなるので鈍角をお勧めします。低電流での溶接においては、材料が薄板であることが多いため、鋭角の方がスタートが安定し狙った場所を溶融させることができます。このように、タングステン電極の研磨角度は、作業者の好みや溶接条件によって異なることが分かりました。弊社では、TIGCON-Tを使用してのマイクロTIG溶接の御依頼をよくいただきますが電極径は2.0又は2.4mmを使用しタングステン電極の研磨角度を鋭角にして使用して来ました。今回は、2.0mmの電極径で角度のみを変更して実験を行いましたが、他社のTIGCON-Tユーザー様の参考になる様、機会があれば同じ研磨角度で電極径を変更したテストも行ってみたいと考えています。
当サイトでは、記事の更新情報をメールでお知らせしています。ご希望の方は、以下でメールアドレスをご登録ください。(無料)登録解除も以下から可能です。ご登録は、確認メールに記載されているURLをクリックする事で完了します。