酸化に注意

今回の製品は化学プラントに納入する製品です。その為薬品、塩分、水分等、による酸化に強いチタンの溶接依頼が多いです。材料の仕入れ曲げ加工等は外部の業者様にお願いして、弊社で溶接します。後の画像で出てきますが、今回初めてレーザー加工されたチタンの材料とチタン製の金網も使用しました。どちらも初めて見てここまで加工できる業者様がおられることを知り今後、できることが増えました。
写真2

全体の画像は掲載できませんが金網の写真です。同業者の方ならお分かりだと思うのですが、チタンはそのままだと、酸化しにくい材料なのですが、溶接等高温に曝されると酸化しやすく、それを防ぐために、溶接の裏側、周辺も不活性ガスの雰囲気に置くことが重要になります。溶接中はもちろんですが、溶接後も材料が酸化しなくなる温度に下がるまで、アフターフロ-を出したりすることが重要になります。
![]()
-
酸化防止措置

弊社では、バックシールドガスの出し忘れ等ヒューマンエラーが少しでも無くなるように、溶接機に連動してトーチ以外の経路にシールドガスを自動供給するHIPURGEを使用しています。
-
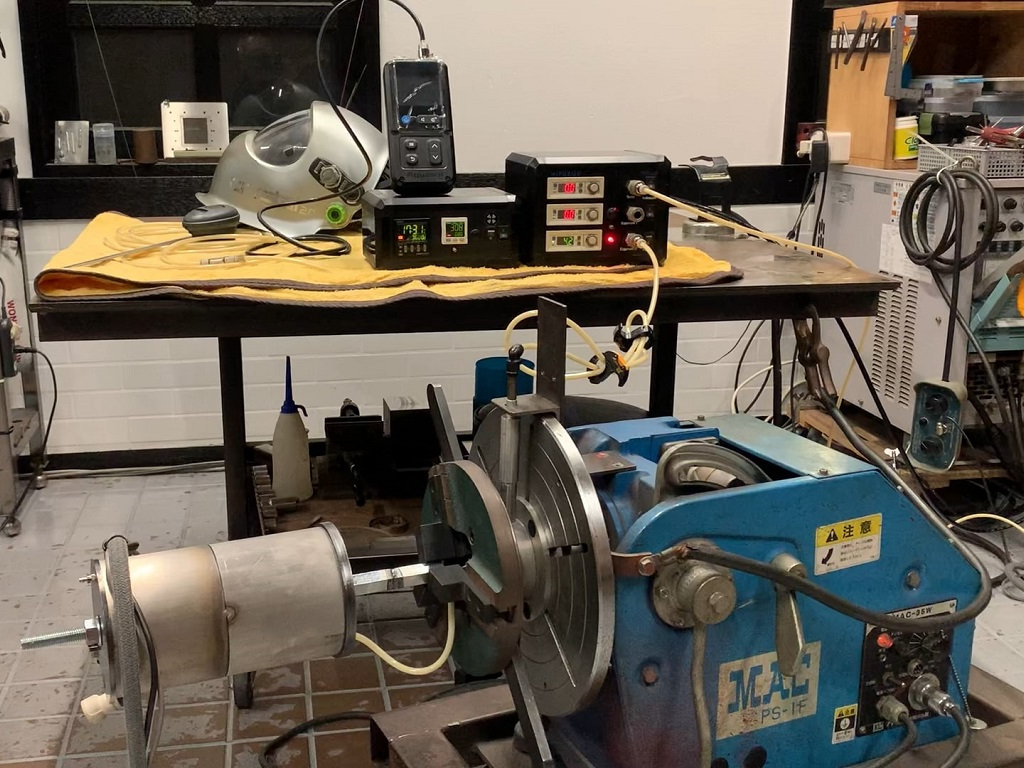
バックシールド
製品は違いますが、弊社では、溶接機に連動して、最大5か所にシールドガスが供給できる様準備しています。
裏波

こちらも材質が違いますが、sus304の溶接の裏側にバックシールドをして溶接した裏波です。状況によっては、溶接した面より裏側のほうが焼けが少ない場合も多々あります。時には鉄の溶接時にも弊社は、バックシールドをして溶接する事も有ります。ご興味のある方はこのページ以外ののページもご覧ください。
当サイトでは、記事の更新情報をメールでお知らせしています。ご希望の方は、以下でメールアドレスをご登録ください。(無料)登録解除も以下から可能です。ご登録は、確認メールに記載されているURLをクリックする事で完了します。
関連タグ: