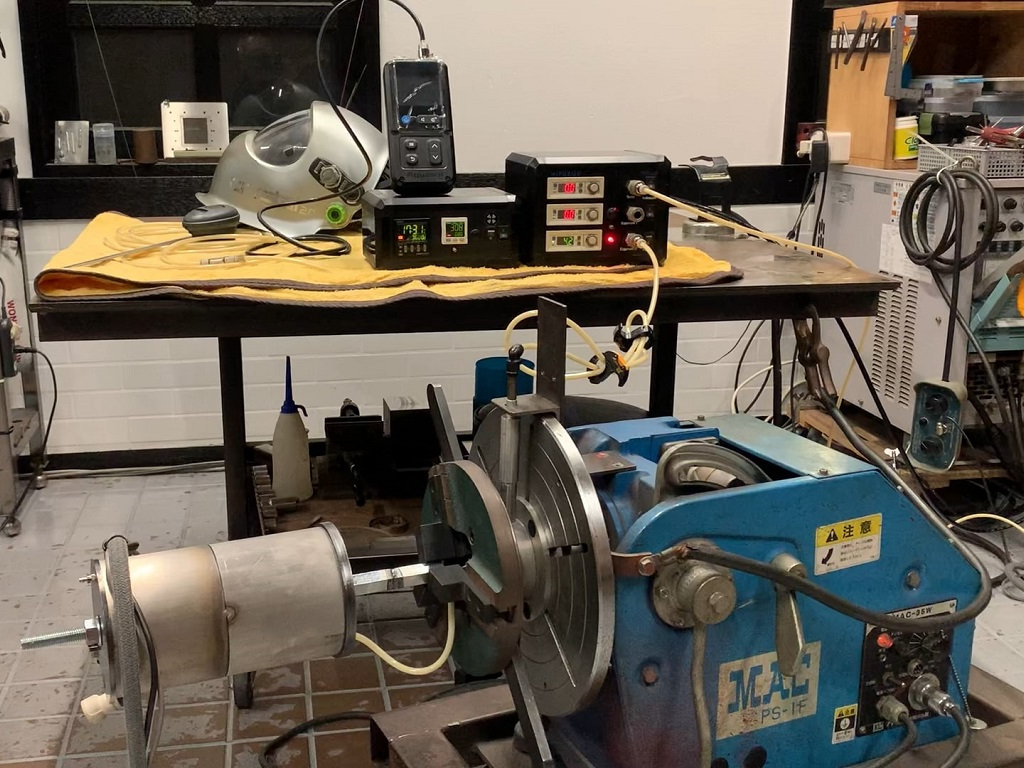
溶接完了後のアルミパイプです。

アルミパイプを溶接して株式会社キャステム様の京都LiQビルでCTスキャンしていただきました。
今回撮影していただいた箇所は、赤いマジックの間です。
材料は A5056 Φ30 t5.0を使用しました。
どこまで撮影できるのか興味があり溶接ビードにタングステンを接触させて欠損したタングステンをビードの中に残してみました。撮影が始まるまでは、タングステンがどう撮影されるのか楽しみにしてましたが、撮影が始まるとスタートからショッキングな映像がモニターに映し出されました。
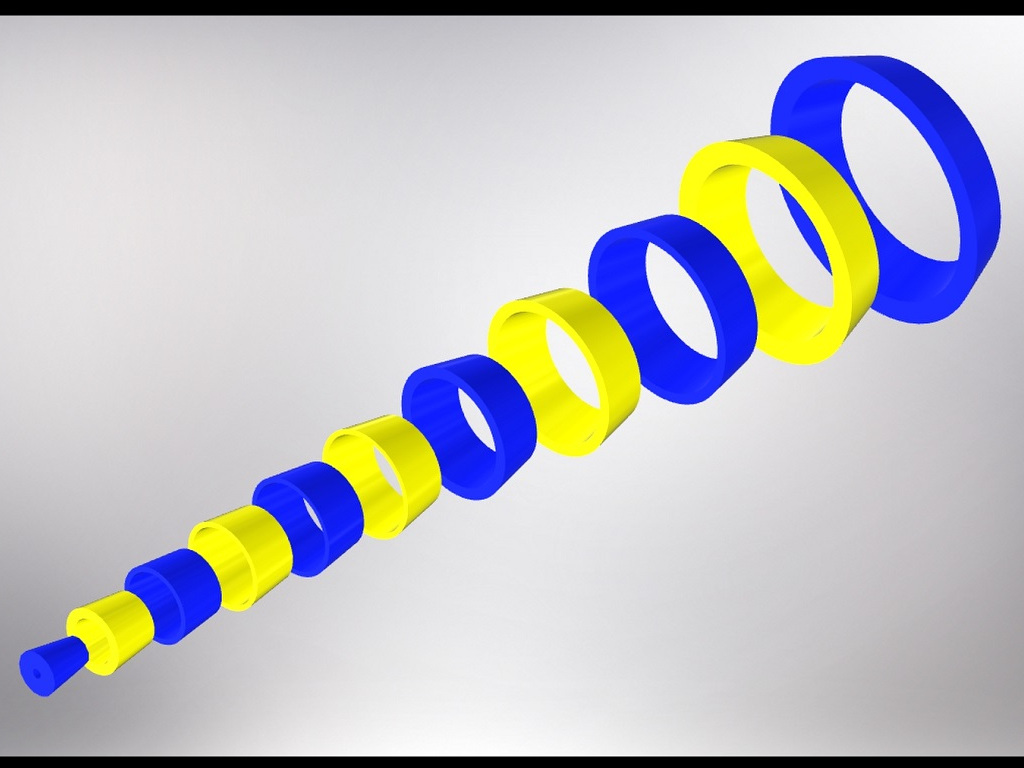
CTスキャン撮影時の動画です。
解像度1200×1600の20インチモニターだと全画面表示でΦ180位で再生されます。約6倍のサイズです。
溶接前の下準備の段階から油脂類は一切使用せず、サンダーの砥粒が混入するのが嫌なので開先加工も切削油無しでの旋盤加工そして酸化膜除去して最後に脱脂して溶接したにも拘らずブローホールの多さに驚きました。確かに6倍近くに拡大されてはいますが、小さいものもあれば大きいものもあります。後は動画にテロップ入れてあるのでそちらをご覧ください。
弊社はアルミ製品もかなり製造もしています。
アルミ製品も多数手がけていますし、当然のことながら有資格者が溶接します。今まで脱落、クラック等溶接の不良を指摘されたことは有りません。故に上手くは無いですがここまでブローホールが有るとは驚きです。外観で気付けば修正も可能ですが、ビード内部は発見することが難しいです。材質は異なりますが橋梁の溶接などはブローホールが1つでも有ればそこからクラックが発生する可能性が高いと聞いたことがあります。どう対策していけばブローホールの無い溶接が出来るのか、いまさらながら対策を考え、再度CTスキャンに挑戦していきます。
P.S そう言えば
アルミの溶接した後にピーリングしている所を見たことがあります。ピーリングすると1方向だけですが材料の密度が上がり強度が増します。更にブローホールも圧縮され小さくなったり消えたりします。それがブローホール対策なのでしょうか。ブローホールが消えてもそこは実際付いてないので強度が上がったわけでは有りません。
それを健全な溶接といえるのか疑問です。
弊社ではそのような後処理はせず、例えCTスキャンされても大丈夫な健全な溶接を可能にするためにこれから準備を進めていきます。
進捗は又の機会に報告します。
当サイトでは、記事の更新情報をメールでお知らせしています。ご希望の方は、以下でメールアドレスをご登録ください。(無料)登録解除も以下から可能です。ご登録は、確認メールに記載されているURLをクリックする事で完了します。
関連タグ: