溶接施工前
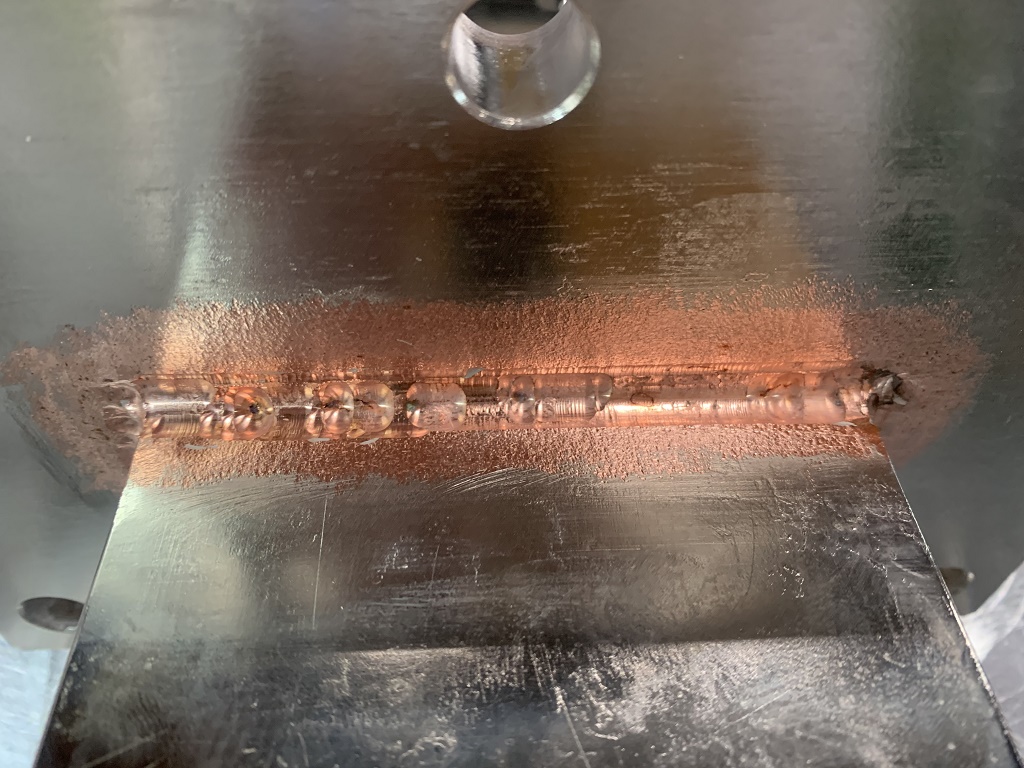
銅の厚板の溶接依頼をいただきました。厚みは10mmと20mmの隅肉、水密溶接です。
よその溶接屋さんに依頼されたらしいのですが、溶接が不完全で水密溶接が出来ていなかったようです。溶接ビードの上から補修するのは難しいので機械加工で不良なビードは除去していただき持ち込んでいただきました。
![]()
-
ダイヘンAVP300
弊社が普段使用しているダイヘン製インバータエレコンAVP300ですが、300Aフル出力でも非常に小さな溶融プールができるだけで溶接は不可能な状態でした。最終的には使用率オーバーで出力不能になってしまいます。
-
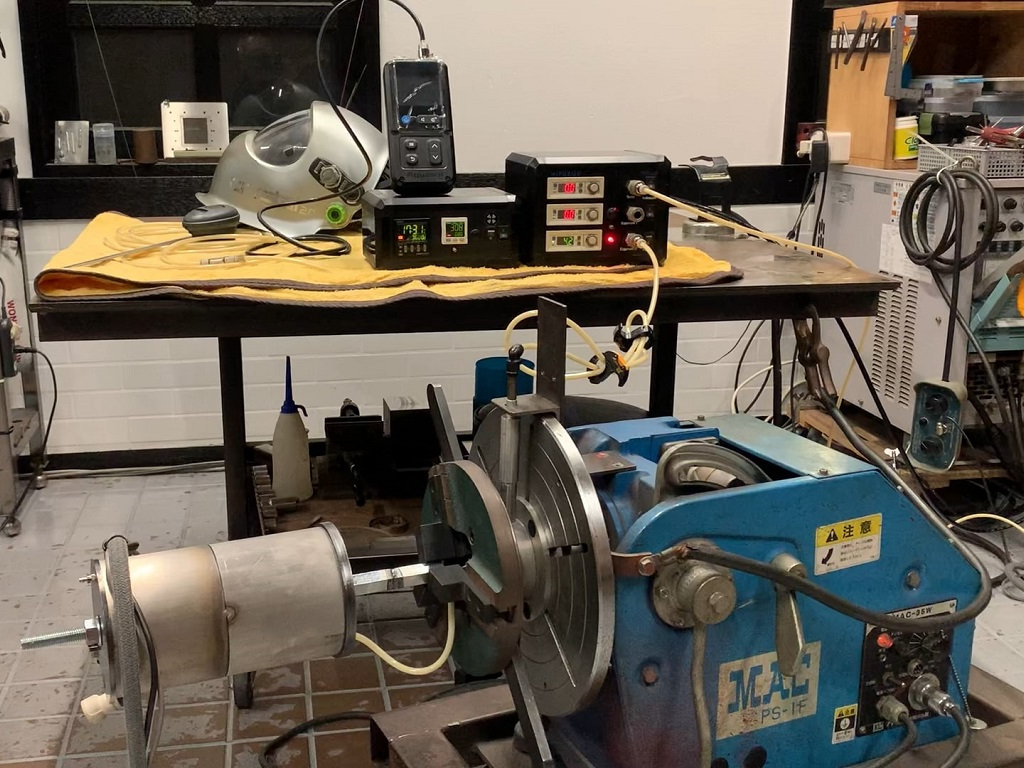
Miller社製Dynasty700

こちらの溶接機はアメリカMiller社製のDynasty700と言う溶接機ですが500Aの出力を使用率100%で使えます。
トーチ

写真の一番上のトーチが使用率100%で500A出力可能なMiller社のWeldCraft WP-12トーチでとてつもなく大きなトーチですが今回は写真中央のスピードウェイSW-418トーチを使用しました。カタログスペックでは420Aしか対応できませんが弊社ではチラーで強制的に水温を18℃まで冷却することで何とか対応してみました。
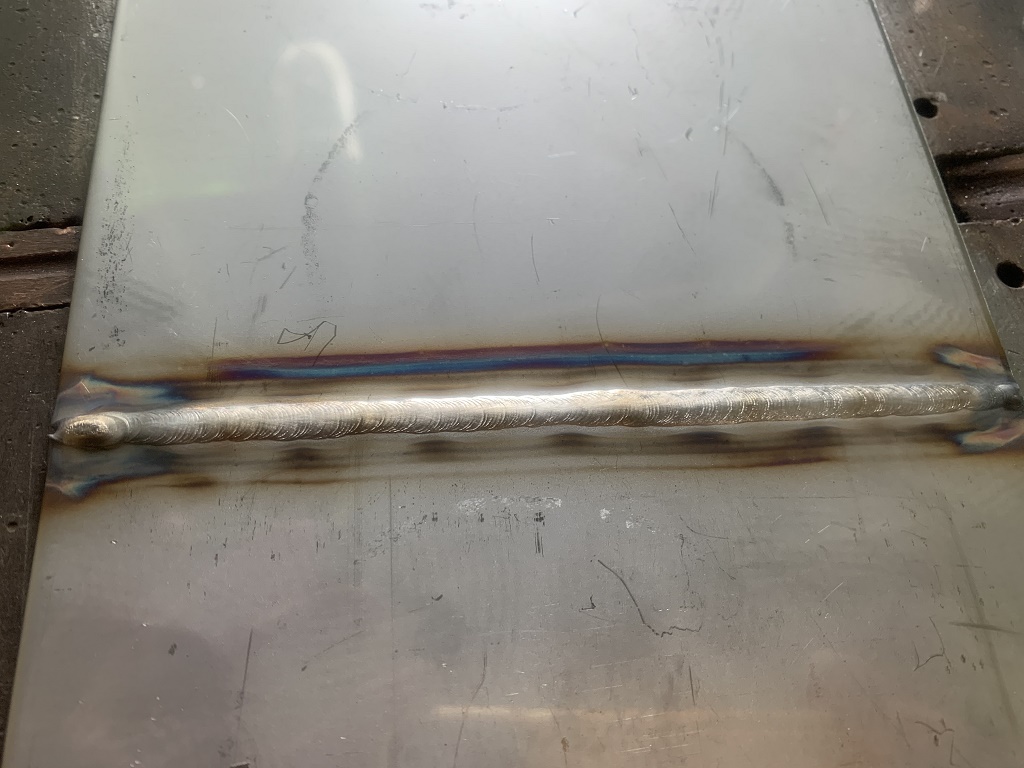
溶接完了

ビードはあまり綺麗ではありませんが水密溶接は確認できましたのでお客様にお渡ししました。
300Aでは出力が低すぎてとても溶接はできませんが出力が高いだけでも溶接できないという貴重な体験が出来ました。今回の案件で理解したことは次の案件に生きると思います。ビードもさらにきれいに仕上がると思います。
当サイトでは、記事の更新情報をメールでお知らせしています。ご希望の方は、以下でメールアドレスをご登録ください。(無料)登録解除も以下から可能です。ご登録は、確認メールに記載されているURLをクリックする事で完了します。
関連タグ: