-
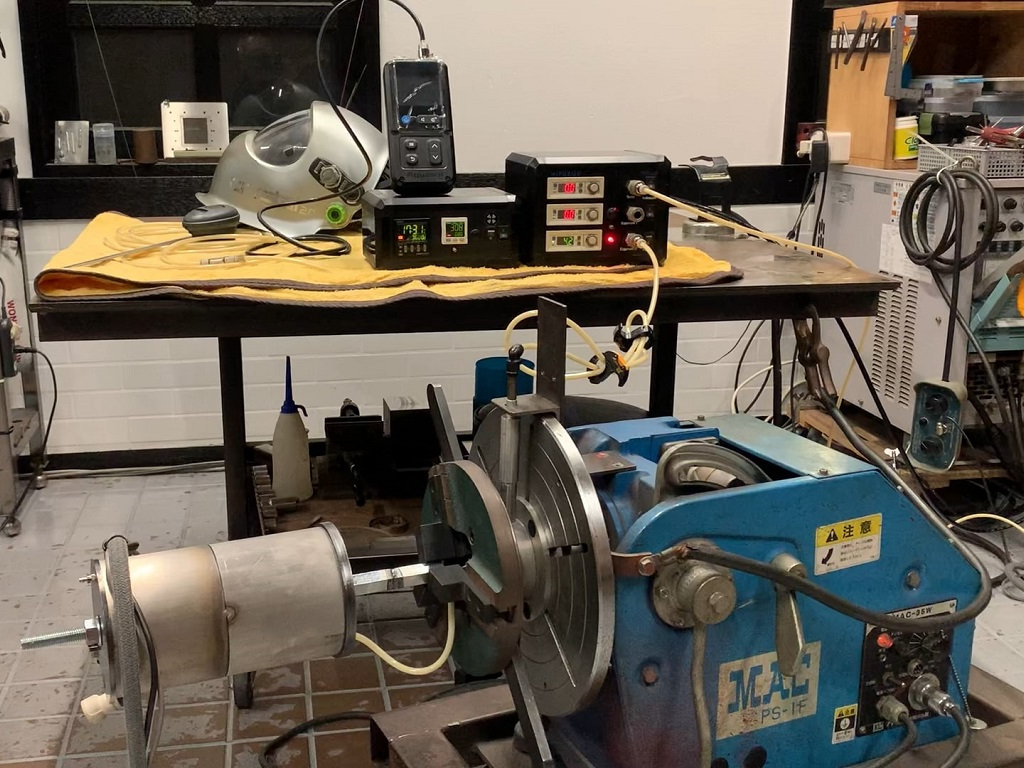
先ずは仮付けです。

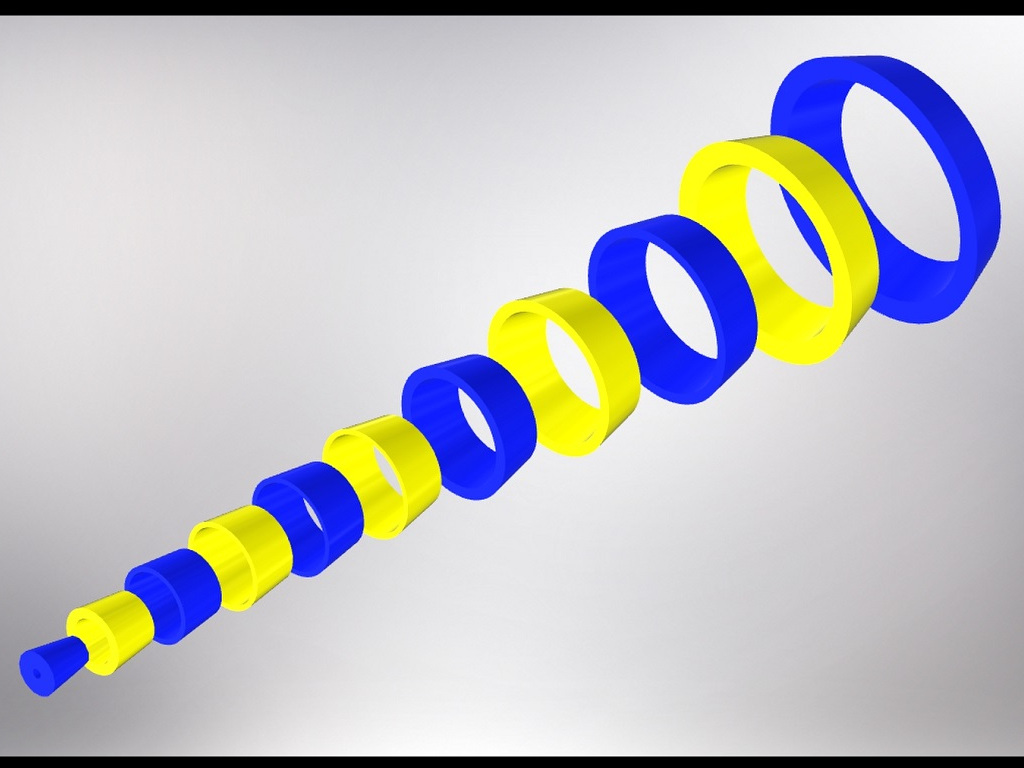
当社では、先方からの要望に応えるため、パイプをT字継手でTIG溶接しています。今回は、出来るだけ幅広のビードを作ることが求められました。溶接後には歪取りやサンダー仕上げも行い、高品質な製品を提供しています。
まず、治具にパイプを固定し、仮付けを行います。その後、幅広のビードを作るために、熟練した技術を持つ溶接技術者がTIG溶接を行います。製品の耐久性を考慮し、高品質な溶接技術により、製品の品質向上に努めています。
また、溶接後には歪取りやサンダー仕上げも行っています。歪取りは、溶接による変形を取り除き、製品の精度を保つために行われます。サンダー仕上げは、溶接部分の凹凸を取り除き、滑らかな仕上がりにするために行われます。このようなアフターケアも含め、高品質な製品を提供することに力を入れています。
当社では、お客様のニーズに応じた製品開発に取り組んでいます。高い技術力と豊富な経験を活かし、お客様の要望に最大限に応える製品を提供しています。
-
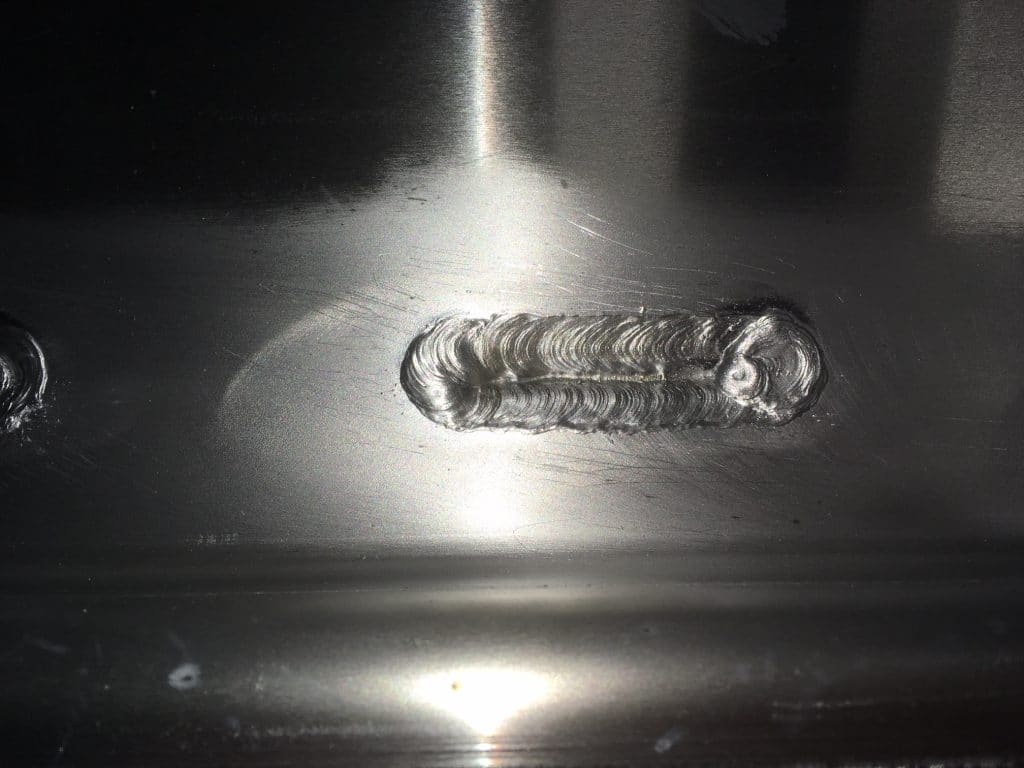
次に本付けです。

次に、本付けを行います。ここでは、後でサンダー仕上げが可能なよう、大きめのビードを作り、できるだけ滑らかな溶接を心がけます。
本付けにおいても、高品質な溶接技術が求められます。熟練した溶接技術者が、パイプのT字継手を正確に位置合わせし、大きめのビードを作ることで、耐久性に優れた製品を提供することができます。
また、後でサンダー仕上げが必要な場合、溶接後には歪取りやサンダー仕上げを行います。歪取りにより、溶接による変形を取り除き、製品の精度を保ちます。サンダー仕上げにより、溶接部分の凹凸を取り除き、滑らかな仕上がりにすることで、製品の美観を高めることができます。
当社では、高品質な溶接技術とアフターケアにより、お客様のニーズに合わせた製品を提供しています。また、常に技術力の向上に努め、お客様に満足いただける製品を提供することを目指しています。

最後にサンダー仕上げです。

TIG溶接作業では、TIGCONを使って電流調整しながら、ビード幅を広くしました。しかし、ビードを大きくするためには、過剰な入熱を避けなければならず、材料温度が上がりすぎると材質が鈍り、逆に強度を落としてしまいます。
強度UPのためには、ビードを大きくするだけではなく、確実に溶接をすることが必要です。今回の用途は手摺りであるため、過剰な入熱は控え、ビードが細くても十分な強度が得られると思われます。ただし、数が多いため仕上げには時間がかかります。
最後に歪取りをしてからサンダー仕上げを行い、作業を完了しました。
当サイトでは、新しい記事が投稿された際に更新情報をメールでお知らせしています。無料でご登録いただけますので、ご希望の方は以下のフォームからメールアドレスをご登録ください。登録解除も可能ですので、ご不要になった場合はいつでも解除していただけます。
※ご登録いただいたメールアドレスは、当サイト以外の目的では使用いたしません。
関連タグ: