研磨角度
弊社所有のタングステン電極研磨機 ピラニアⅢを使用して今回は研磨角度を35°に研磨をしてテストをしてみました。低電流時のアークスタートの安定度を見るのが目的です。
弊社では微細な溶接が多いので、アークスタートの安定感が重要になるのに、永い間、放置していました。確か2019年に交流TIG溶接のタングステンをテストして近日中に直流TIG溶接のテストもしますと載せていたので2年くらい経過してしまいました。溶接条件はタングステンの太さが2.4mm 電流50A アークスポット時間0.064秒 アーク長0.5mmに統一しました。
次にタングステンの種類を説明していきます。
-
東邦金属製

東邦金属株式会社様のイットリウム入りのタングステンです。No,1とします。
-
BCシリーズ
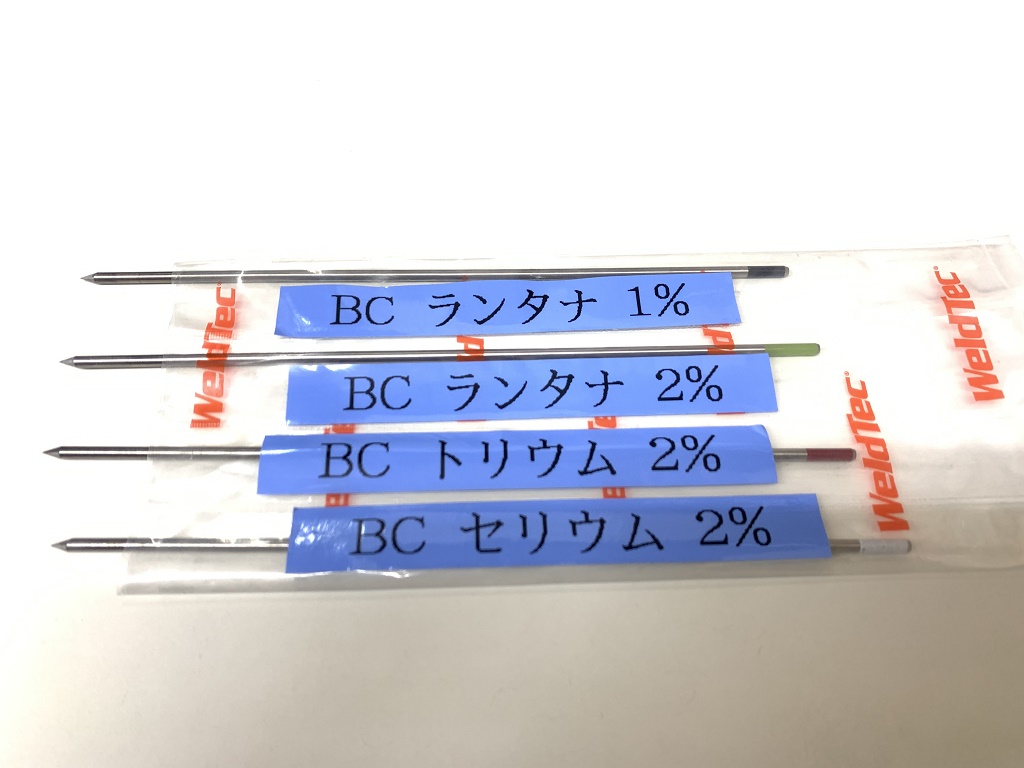
マツモト産業、エクセル貿易事業部様のタングステンです。上からBC、ランタナ1%、ランタナ2%、トリウム2%、セリウム2%、それぞれNo,2,3,4,5とします。
-
TECシリーズ

マツモト産業、エクセル貿易事業部様の上からTECランタナ2%、ベスタン、セリウム2%、それぞれNo,6,7,8とします。
-
AOシリーズ
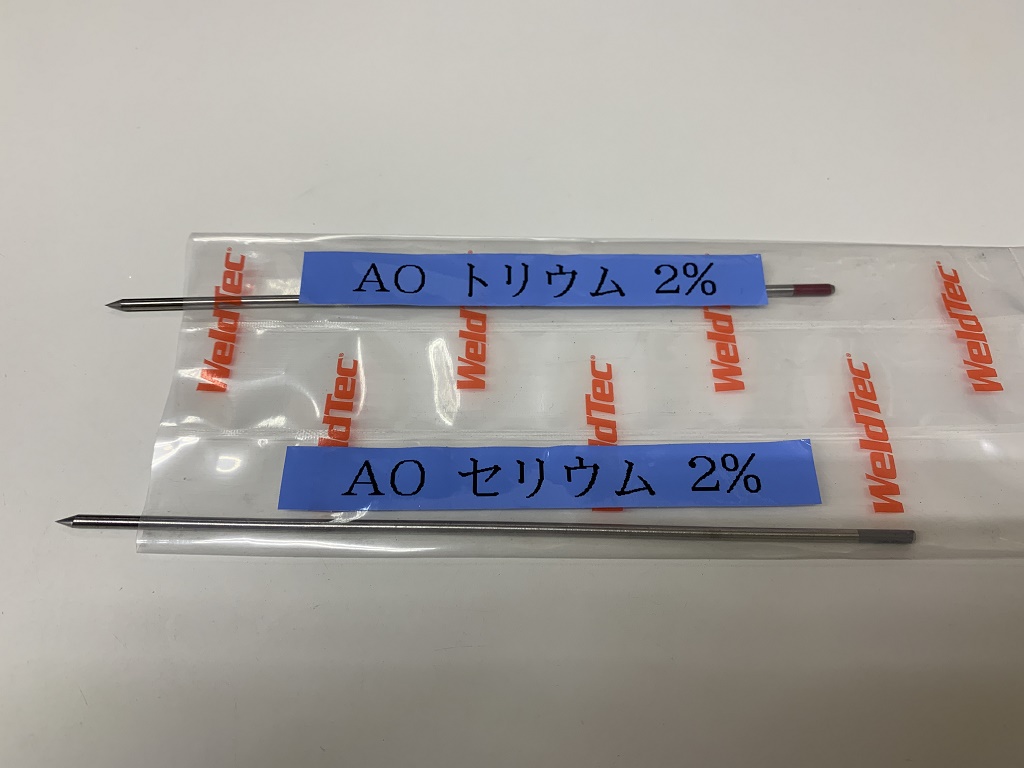
マツモト産業、エクセル貿易事業部様の上からAOトリウム2%、セリウム2%、それぞれNo,9,10とします。
-
ビンツェル
日本ビンツェル様のE3です。No,11とします。
Miller社
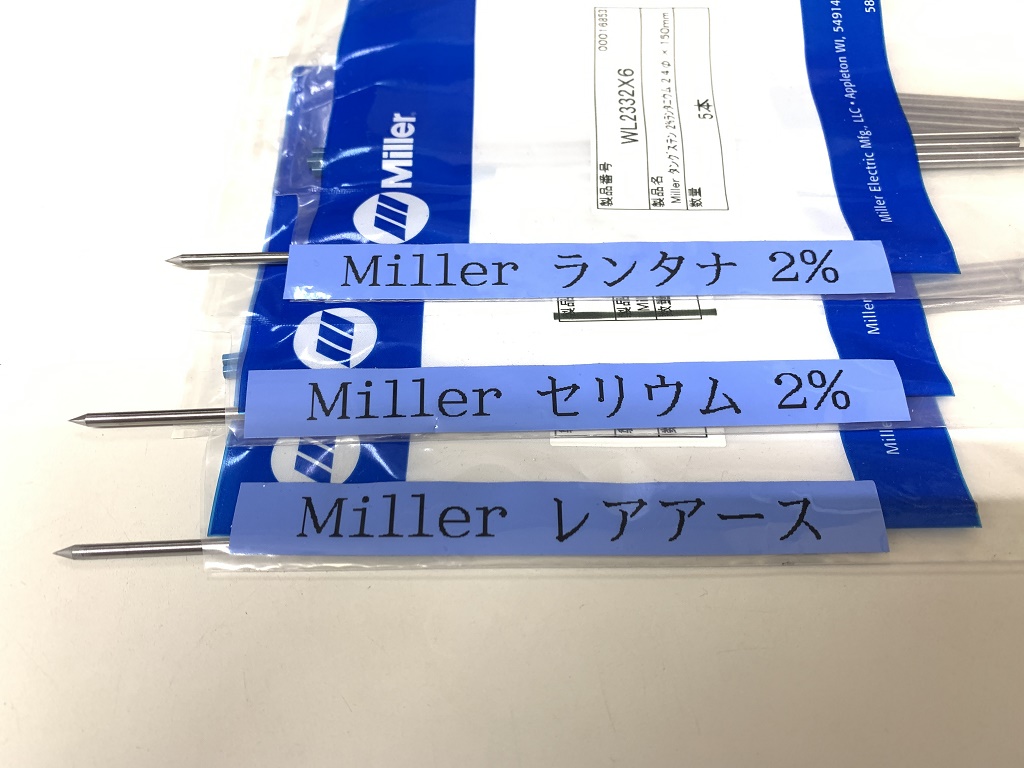
ラメール株式会社様が、輸入販売されているMiller社の上からランタナ2%、セリウム2%、レアアースタングステンです。それぞれNo,12,13,14とします。
溶接ビード1
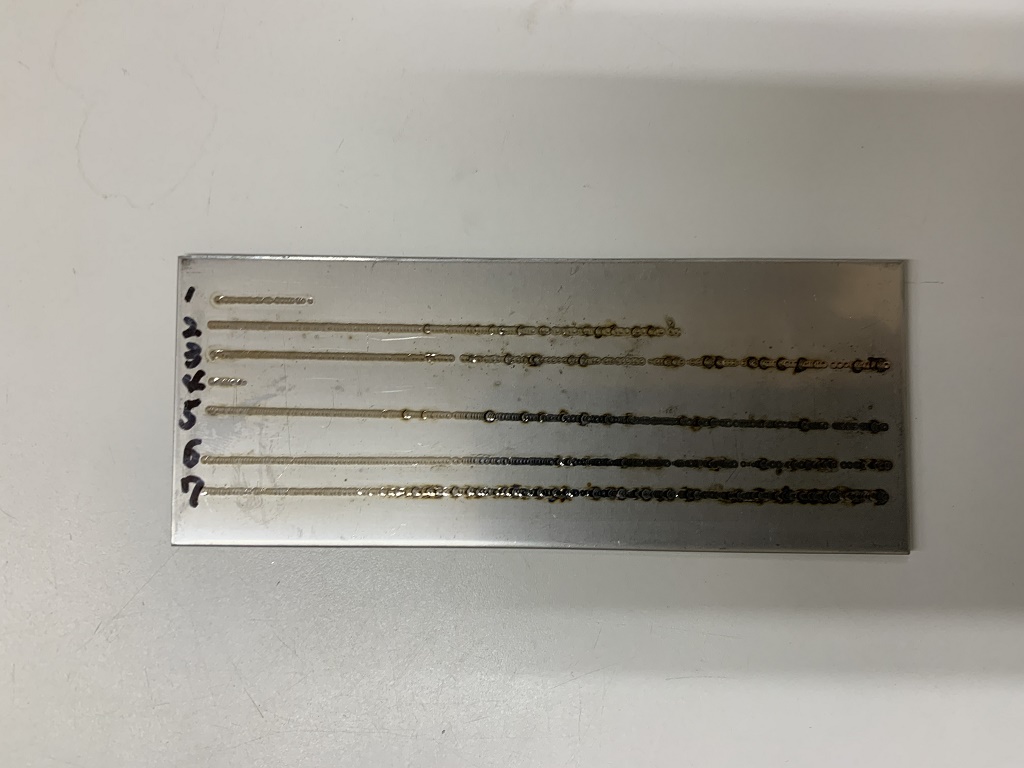
ビード横の番号が上記写真のタングステンの番号と対応します。先ず1と4は途中でアークの不良が続いたため溶接を中断しました。2はあと少しで終了できたのですがアークの不良が続いたため溶接を中断しました。3,5,6,7,は最後まで溶接はしましたが途中からアークが集中しなくなりました。
溶接ビード2
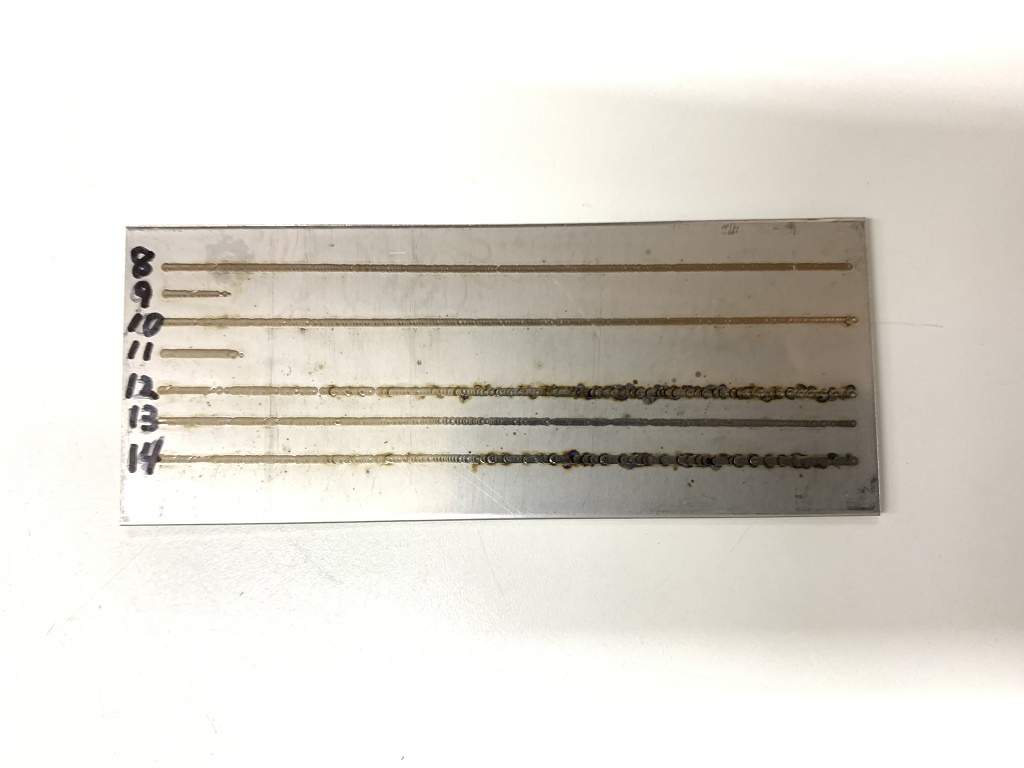
続いてNo8以降の説明です。途中で溶接を止めたのは9と11です。8と11、13は最後まで綺麗に溶接出来ました。12,14は最後まで溶接しましたが途中からアークが乱れてしまいました。以上が今回の結果です。やはり、セリウム入りのタングステンが向いているような気がしました。今ではもうトリウム入りのタングステンは、使う必要が無いとも感じました。今回は電流値を50Aにしてタングステンの放電角度も垂直にしてテストした為今回のような結果になったと思います。時間がある時に他の条件も試したいと思います。現在、今回のテスト中の動画を編集しておりますので、完成次第、弊社のYouTubeチャンネルに投稿してブログ又はお知らせにてお知らせ致します。
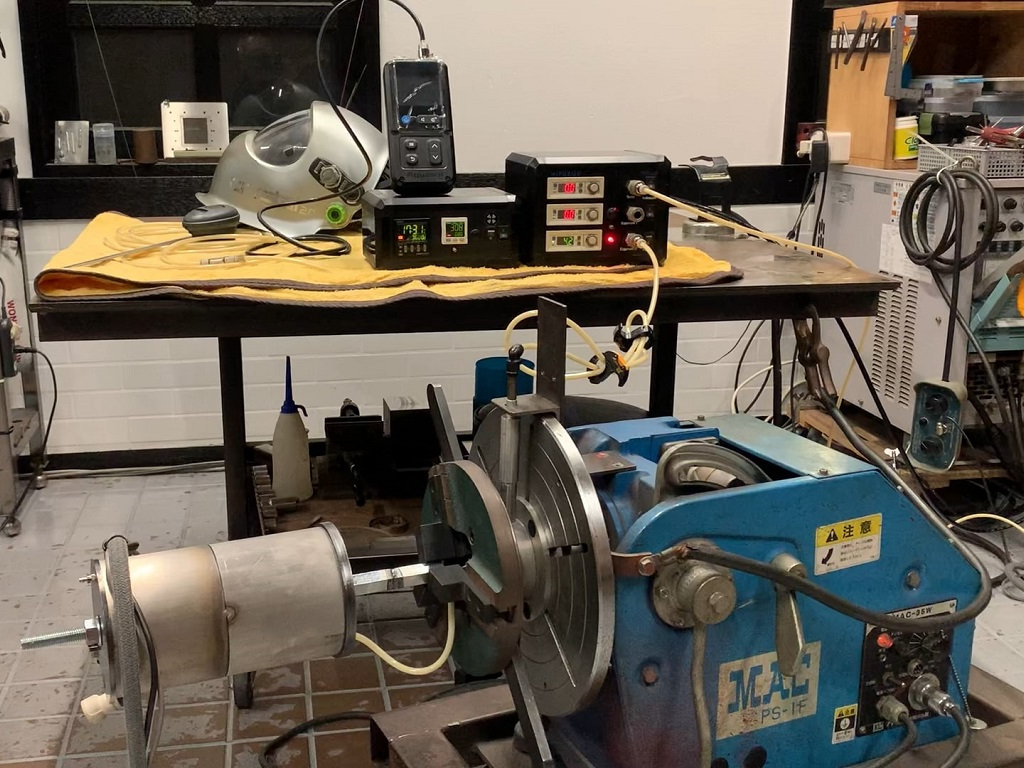
今回テストに使用した装置
公平に判断する為にTIGCON-T CompleteのSpotモードを使用してアーク出力時間を管理しました。
TIGCON-Tをご使用いただくとTIG溶接の可能性が大きく広がります。
動画で使用しているのはTIGCON-T Completeと言う製品ですが3種類の製品を製造しております。先ずは、TIGCON-T Spotこの製品はトーチスイッチを何秒押していても設定した時間1ショットのみアークを出すための製品です。使用例として仮付が苦手な方、金型の補修等少しづつ肉盛りをされる方が多いようです。次にTIGCON-T Pulseこちらの製品は、トーチスイッチを押している間、設定した時間でアークON,アークOFFを繰り返す装置です。ダイヘンの最新デジタルTIG溶接機に装備されているTIGインターバル機能と同じですが、設定はTIGCON-Tシリーズなら簡単にできます。最後に
TIGCON-T Completeは、上記2機種の機能を持っている装置です。
全ての製品の取付はカプラーONで接続できますので簡単に機能を追加する事が出来ます。最新機種を購入しなくてもお手持ちのTIG溶接機に最新のTIG溶接機の機能を追加する事が出来ます。
当サイトでは、記事の更新情報をメールでお知らせしています。ご希望の方は、以下でメールアドレスをご登録ください。(無料)登録解除も以下から可能です。ご登録は、確認メールに記載されているURLをクリックする事で完了します。
関連タグ: