TIG溶接のパルスとは No.1 比較編1
弊社のYouTubeチャンネルでは、TIG溶接機のパルスモードを詳しく解説した4回の動画を公開しています。動画内では、字幕を使って説明をしていますが、動画だけでは伝えきれない情報もありますので、こちらで補足説明をしていきます。
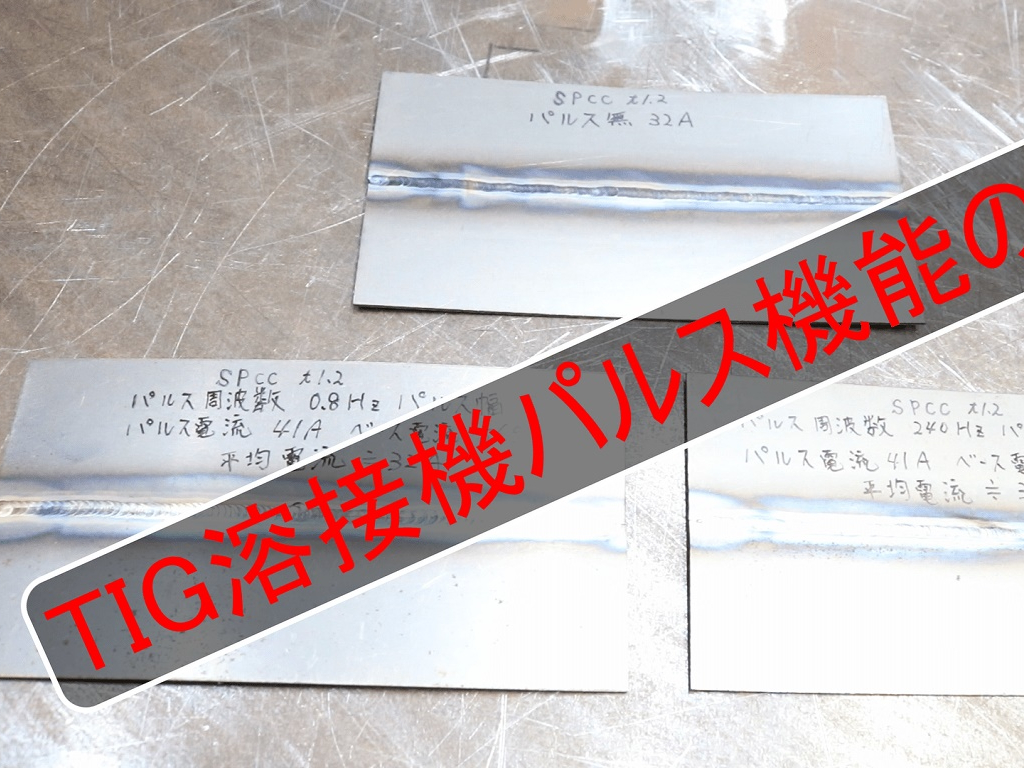
まず、1回目の動画「TIG溶接のパルスとは No.1 比較編1」では、パルスを使用する最大の目的である「入熱を下げること」について解説しています。パルス無し、通常の溶接、低速パルス、高速パルスの違いを比較し、それぞれの特性について説明しています。
私自身は昔からパルスを使用しないスタイルでしたが、企業様からの依頼で共付け(なめ付け)時にビードが焼ける、棒を入れて溶接するとビードが揃わないなどの課題が多く、慣れるまではパルスを使用することをお勧めしています。
パルス無しの場合、適正な電流値の設定範囲が狭いため、慣れていないとその値を見つけるのが難しいです。一方、パルスを使用する場合、パルス電流で溶接し、ベース電流で材料の温度が下がるのを待つことになるため、棒を入れるタイミングが掴みやすい低速パルス、共付け(なめ付け)の場合は溶接スピードを一定にしておくだけで良い高速パルスがお勧めとなります。
TIG溶接機を使用する際には、パルスモードを上手く活用して、より効率的な溶接を実現しましょう。弊社のYouTubeチャンネルでは、今後もTIG溶接機に関する様々な動画を公開していきますので、是非チャンネル登録をお願い致します。
TIG溶接のパルスとはNo.2比較編2
TIG溶接のパルスモードを活用するためには、パルス幅の設定が重要です。そこで、今回の動画「TIG溶接のパルスとはNo.2比較編2」では、パルス幅を変更した場合に起こることを詳しく解説しています。パルス幅とは、一定時間内にパルス電流とベース電流の比率を示すもので、設定値によっては溶接に影響を及ぼすこともあります。例えば、パルス幅が50%の場合は、1秒間にパルス電流とベース電流が半々の割合で出力されます。パルス幅を上げると、パルス電流が優先され、材料を溶かすことを優先することができます。逆に、パルス幅を下げることで冷やすことが優先され、溶接後の凝固速度を上げることができます。また、パルス幅を固定してパルス電流の上下だけで設定することもできます。しかし、薄板0.6mm以下の場合は、パルス電流の出力比率を低い数値に設定することが必要です。そうすることで、溶け落ちなどの不良を防止することができます。TIG溶接のパルス幅の設定について、より詳しい情報を知りたい方は、ぜひ当社のYouTube動画をご覧ください。
TIG溶接のパルスとはNo.3運用編1(突合せTIG溶接)
TIG溶接のパルスについてご紹介していますが、今回は実際にお客様からの依頼案件と同じ状況を再現し、溶接した動画をご紹介します。動画では、低速パルスと高速パルスを比較し、それぞれの特徴やメリット・デメリットを説明しています。低速パルスは鱗模様が1パルスごとにはっきりと出ますが、出力の切り替わりが遅いため、溶接棒を入れるタイミングが取りやすくなります。一方、高速パルスはビード幅が狭くなり、入熱も抑えられますが、溶接棒を入れるタイミングは、作業者の技量によっては難しくなる可能性があります。動画の最後には、低速パルスで板厚違いの突合せ溶接を実際に行っている様子も収録しています。TIG溶接を行う際には、パルスの種類や設定値を適切に調整することが重要です。
TIG溶接のパルスとはNo.4運用編2(隅肉溶接)
TIG溶接のパルスとはNo.4運用編2では、実際のお客様からの依頼案件と同じ状況を再現した動画で、隅肉溶接に焦点を当てています。共付けの場合はパルス幅を絞り、パルス周波数を上げるとビード幅が狭くなり、高速溶接が可能になります。低速パルスの場合は溶接棒を入れるタイミングが計りやすく、綺麗なビードで溶接できます。
以上、今回の動画をまとめて解説しました。また、下記の動画では焼けを低減し、微細な溶接にも対応可能な製品を紹介しています。
更に、焼けを抑え、ビードを揃える為に
弊社では、更に、焼けを抑え、ビードをそろえる為に汎用TIG溶接機にマイクロTIG溶接(微細TIG溶接)の機能を追加する事が出来る,TIGCON-Tシリーズの製造販売をしております。動画で使用しているのはTIGCON-T Completeと言う製品ですが3種類の製品を製造しております。
TIGCON-Tをご使用いただくとTIG溶接の可能性が大きく広がります。
先ずは、TIGCON-T Spotこの製品はトーチスイッチを何秒押していても設定した時間1ショットのみアークを出す為の製品です。使用例として薄板の仮付が苦手な企業様、隙間の有る材料を溶接する事の多い企業様、金型の補修等少しづつ肉盛りをされる企業様が多いようです。次にTIGCON-T Pulseこちらの製品は、トーチスイッチを押している間、設定した時間でアークON,アークOFFを繰り返す装置です。ダイヘンの最新デジタルTIG溶接機に装備されているTIGインターバル機能と同じですが、設定はTIGCON-Tシリーズなら簡単にできます。
最後にTIGCON-T Completeは、上記2機種の機能を持っている装置です。
全ての製品の取付はカプラーONで接続できますので簡単に機能を追加する事が出来ます。最新機種を購入しなくてもお手持ちのTIG溶接機に最新のTIG溶接機の機能を追加する事が出来ます。
当社では、TIG溶接における焼けの抑制やビードの均一化に効果的な、TIGCON-Tシリーズの製造販売を行っています。このシリーズは汎用TIG溶接機にマイクロTIG溶接機の機能を追加することができ、動画で使用されたのはTIGCON-T Completeですが、3種類の製品を製造しています。TIGCON-Tを使用することで、TIG溶接の可能性が大幅に拡大します。
まずは、TIGCON-T Spotです。この製品は、トーチスイッチを何秒間押しても、設定した時間内に1回のアークしか出さないようにする製品です。薄板の仮付けが苦手な企業や、隙間のある材料を溶接することが多い企業、金型の補修など、少しずつ肉盛りをする企業に多く利用されています。
次に、TIGCON-T Pulseです。この製品は、トーチスイッチを押している間、設定した時間でアークON/OFFを繰り返す装置です。これは、ダイヘンの最新デジタルTIG溶接機に装備されているTIGインターバル機能と同じですが、TIGCON-Tシリーズなら簡単に設定が可能です。
最後に、TIGCON-T Completeは、上記2機種の機能を備えた装置です。全ての製品はカプラーで接続できるため、簡単に機能を追加することができます。最新機種を購入しなくても、既存のTIG溶接機に最新の機能を追加することができるので、とても便利です。
当ブログでは、最新記事の更新情報をメールでお届けしています。ご希望の方は、以下のフォームにメールアドレスを入力して、無料で登録してください。また、登録解除も以下のフォームから可能です。登録は確認メールに記載されたURLをクリックすることで完了します。ぜひ、最新情報を手軽に入手してください。
関連タグ: