円筒の内径の補修溶接の依頼を受けました。

先日、機械加工でエラーが起こり、クロモリ鋼の円筒部分に溝加工の一部が深くえぐれてしまいました。材料費はX00万円と高額なため、補修のために慎重な作業を行いました。
まず、適切な溶接材料の選定を行い、必要な道具を用意しました。補修作業には時間がかかるため、引き渡しまでに結構な期間が必要でした。
![]()
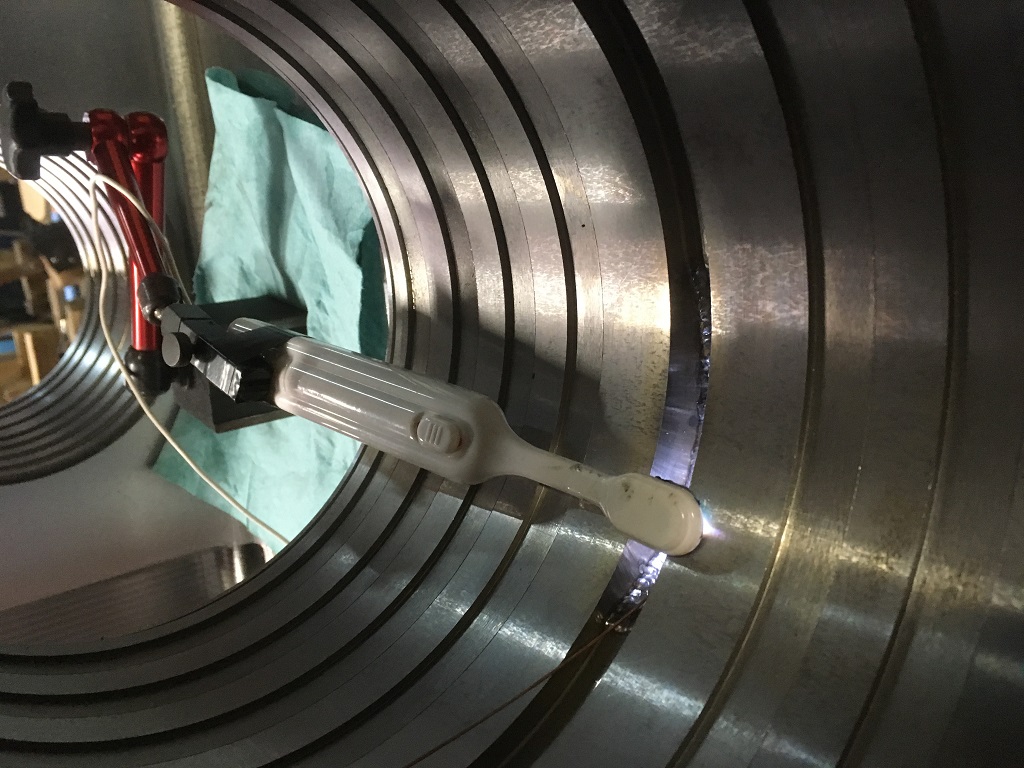
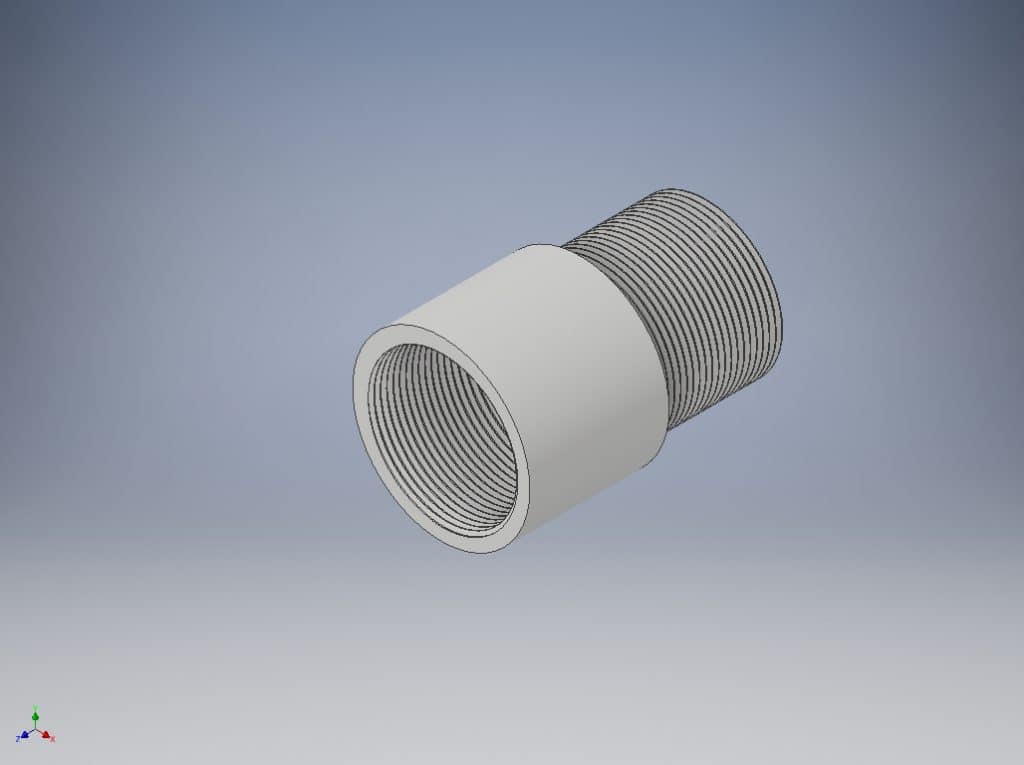
機械加工でのエラーにより、溝加工の一部が深くえぐれたクロモリ鋼の円筒の補修依頼を受けました。溝の壁部分も刃物が当たっており、一層だけの溶接では底部分と手前の壁が見えないため、レーザー溶接やTIG溶接でも難しいと断られたそうです。加工の残りも100分の数mmしか残っておらず、一体加工された大きな障害物が奥にあるため、溶接作業も手前側からしかできませんでした。この円筒の径は200mmしかないため、慎重な作業が必要でした。溶接材料の選定から様々な道具の準備まで、引き渡しまでにはかなりの時間がかかりました。
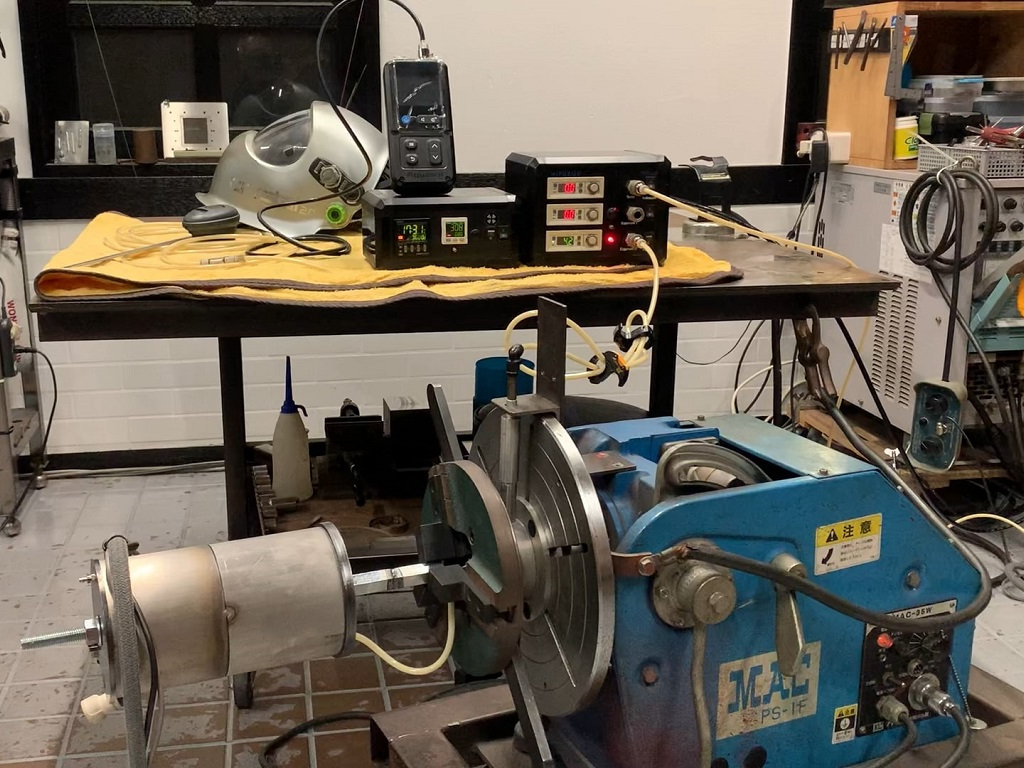
補修溶接完了

当社では入熱に気を付けながらTIG溶接で肉盛りを行い、最終処理ではTIGCON-Tで角部分を仕上げました。遠目に見ながらの溶接だったため、不備な点もありましたが、何とか引き渡しを完了しました。今回のような案件にはレーザー溶接機があれば助かると感じました。
TIGCON-Tの取説動画
TIGCON-Tを使用することで、TIG溶接の可能性が大幅に広がります。まずは、TIGCON-T Spotという製品は、トーチスイッチを何秒間押していても、設定した時間で1回だけアークを発生させることができます。仮付けが苦手な方や、金型の補修など、少しずつ肉盛りを行う方には特におすすめです。次に、TIGCON-T Pulseという製品は、トーチスイッチを押している間、設定した時間でアークONとOFFを繰り返す装置です。ダイヘンの最新デジタルTIG溶接機に搭載されているTIGインターバル機能と同様ですが、TIGCON-Tシリーズなら簡単に設定できます。最後に、TIGCON-T Completeは、上記2機種の機能を備えた装置です。全ての製品はカプラーで接続できるため、手持ちのTIG溶接機に簡単に機能を追加できます。最新機種を購入しなくても、TIG溶接機の機能をアップグレードできるので、コストパフォーマンスにも優れています。
当サイトでは、新しい記事が投稿された際に更新情報をメールでお知らせしています。無料でご登録いただけますので、ご希望の方は以下のフォームからメールアドレスをご登録ください。登録解除も可能ですので、ご不要になった場合はいつでも解除していただけます。
※ご登録いただいたメールアドレスは、当サイト以外の目的では使用いたしません。
関連タグ: